
 Login/Register
Login/Register Supplier Login
Supplier Login


























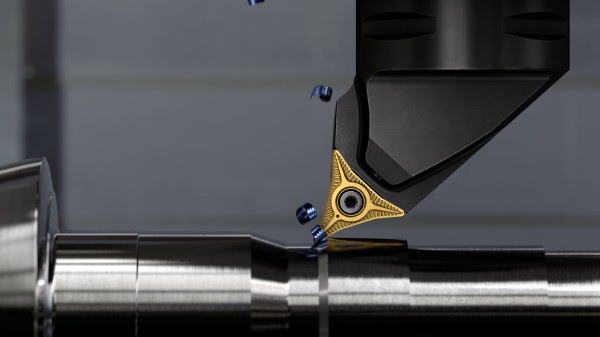
The new PrimeTurning methodology and CoroTurn tools from Sandvik Coromant enable turning in all directions for the first time
Manufacturing engineers in the automotive industry have tried almost everything to extract the last drops of productivity from their conventional turning processes. Although these processes are evolving by making small gains on an almost constant basis, a new breakthrough looks set to help turning shops take a giant leap forward. PrimeTurning™ from Sandvik Coromant, with its radical take on turning conventions, offers clear and significant opportunities for manufacturers tasked with the external turning of steel parts in high volumes. PrimeTurning can not only address many of the common challenges faced by automotive OEMs and suppliers, but also provide significant competitive gains.
Steel turning dominates many automotive applications, including the production of transmission shafts and shift sleeves, and flange and post ends on engine crankshafts, for instance. Hub units, CV joint components and drive pinions are among further examples. In a market as notoriously competitive as automotive, all of these parts share a common requirement: to maximise productivity without compromising quality.
The question is, how can this still be achieved? Turning is a mature process that has been edging forwards for a number of decades but without a major step-change of note. Sure enough, more rigid machines have been matched with ever-improving workholding and cutting tool solutions, but the methodology of turning itself has not evolved. The upshot is that turning has become a bottleneck in comparison with many other manufacturing processes which have advanced at a faster rate.
A new way of turning
This is all about to change. PrimeTurning is a new turning methodology that challenges conventions to deliver productivity increases typically no less than double what can be achieved presently. In contrast to conventional longitudinal turning, the PrimeTurning strategy allows the tool to enter the component at the chuck and removes material in the opposite direction, Turning ‘backwards’ in this manner allows a small entering angle to be applied, which in turn provides considerable productivity gains. Experienced operators are aware that small entry angles permit increased feeds, but in conventional turning are restricted to around 90° in order to reach the shoulder and avoid the long, curved chips that small entering angles characteristically generate. In contrast, the new process provides perfect reach at the shoulder and allows for entry angles of 25-30°, with excellent chip control and maintained tolerances.
Of course, some machine shops have already tried turning from chuck to part end with small entry angles, but the problem has always been chip control. With PrimeTurning, however, there are chip breakers, edge preparation and a machining strategy that can account for chip thickness and a gradual release of cutting forces when entering the workpiece. As a result, speed and feed rates can effectively be doubled. The small entry angle and higher lead angle create thinner, wider chips that spread the load and heat away from the nose radius, resulting in increased cutting data and/or tool life. Furthermore, as cutting is performed in the direction moving away from the shoulder, there is no danger of chip jamming, a common unwanted effect of conventional longitudinal turning.
This is good news for automotive manufacturing engineers under pressure to reduce cycle times and cost per part in order to stay competitive. At last there is a way to increase cutting parameters significantly. Moreover, PrimeTurning has numerous additional benefits to offer, particularly with regard to reducing downtime through fewer set-ups. This is because the new process allows for all-directional turning, which means that turning conventionally from component end to chuck can be performed using the same tools. Here, PrimeTurning is supported by newly developed CoroTurn® Prime inserts that have three edges/corners: one for longitudinal turning, one for facing and one for profiling.
Efficient edge utilisation
Conventional longitudinal turning uses the corner radius and a small part of the insert side to create the chip, whereas PrimeTurning uses just the side to create a thin and wide chip. For facing operations, conventional methods continue to rely on the corner radius, thus further increasing wear. In contrast, PrimeTurning uses the other side of the insert, delivering efficient edge utlisation and longer tool life.
Traditional turning methods always use the corner radius when turning, which leads to concentrated heat, excessive wear and unfavourable chip forms that are difficult to break, while PrimeTurning generates the heat in a wider and different area so that heat can move away from the cutting zone. The chip is also straight and easier to form.
All-directional turning presents countless possibilities for automotive shops to perform existing operations in a much more efficient and productive way, resulting in increased profitability. Here, two CoroTurn Prime inserts help ensure that metal removal rates are maximised. One features three 35° corners and is designed for light roughing, finishing and profiling (CoroTurn Prime A-type), while the other, with its ultra-strong corners and wider tip shape, is designed specifically for rough machining (CoroTurn Prime B-type). Feed rates up to 1.2 mm/r (0.047 inch/r) and depths of cut up to 4 mm (0.157 inch) can be achieved, depending on the application. Tests show that the PrimeTurning process is typically best suited to short and compact components, although all-directional turning inserts mean that slender parts can also be processed (conventionally) using a tail stock.
59% more productivity
To highlight the potential gains on offer to automotive manufacturers through a combination of PrimeTurning, CoroTurn Prime inserts and a brand new code generator. Sandvik Coromant understands that NC code changes can be viewed as problematic to many machine shops. With the aim of simplifying adoption of the new process, the specially-developed code generator facilitates changing from conventional toolpath programs to PrimeTurning. Furthermore, it helps to maximise output through the application of optimised parameters and variables, and ensures process security with suitably adjusted feed rate and entry radius data.
PrimeTuring is suitable for use on CNC turning centres and multi-tasking turn-mill machines, and early customer tests have yielded impressive results. For instance, when turning a hub made from cast steel (SAE/AISI 1045) on a Gildemeister CTV 250 CNC turning centre, a machining company in Brazil was able to achieve significant benefits. Using the same cutting speed (300 m/min, 984 ft/min) as a competitor insert, the adoption of CoroTurn Prime A-type inserts allowed feed rates to be increased from 0.25 mm/r (0.01 inch/r) to 0.4 mm/r (0.016 inch/r), and depth of cut from 1.5 mm (0.059 inch) to 3 mm (0.118 inch). The result was a 59% increase in productivity and 55% more tool life. With over 120,000 hubs a year being produced, the overall impact on profitability is expected to be considerable.
There is no doubt that automotive OEMs and their tier 1, 2 and 3 suppliers are set to enjoy a major boost in productivity and fast return on investment with PrimeTurning, not to mention better machine utilisation (due to less set-up time), substantially longer tool life, fewer production stops, less tool changes and reduced tool inventory. It will especially appeal to companies that know their cutting data and its current limitations, as well as those open to embracing new technologies and industry trends. Turning will never be the same again.
NIke Dunk SB Low