
 iConnectHub
iConnectHub
 Login/Register
Login/Register Supplier Login
Supplier Login






















TRADITIONAL manufacturing methods using fixed mixers and in-line conveying systems means that there is a lot of time spent waiting for each of the manufacturing processes to be completed before the material can move on to the next part of the process. The packing lines have to wait whilst the mixer is being loaded and completes its blending cycle, then the mixer stands idle whilst the packing lines dose the material.
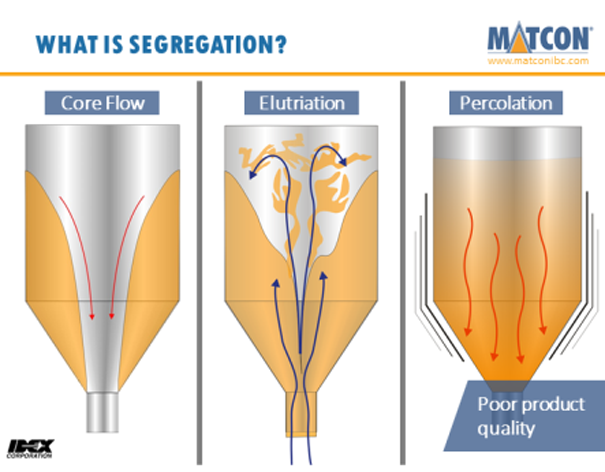
A further challenge in this marketplace is that product quality is constantly at risk because beverage powder mixes can be prone to segregation if not handled well, resulting in either scrapping a batch or risking giving poor customer satisfaction and damaging the brand.
Decouple production to improve efficiencies
If the process steps can be decoupled to work autonomously from each other, then the waiting times can be significantly reduced.
A simple step towards flexibility is to use IBCs to ‘break the chain’. They can be used to decouple the fixed mixer from the packing lines, by emptying the fixed mixer contents straight into IBCs which are then transferred to and fed into the packing lines as demand dictates. This means that the fixed mixer load can be emptied rapidly, not waiting for ‘call off’ from packing.
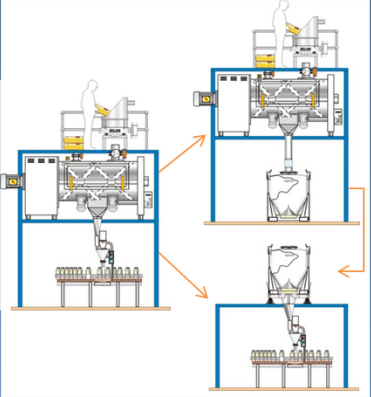
Separate mixing and packing
The second step is to deploy IBC blending instead of using a fixed mixer. Product is blended within the IBC itself so there are no contact parts to clean between blending different product batches. The IBC Blender is immediately ready to accept the next IBC, regardless of whether it is a different recipe, which gives the ability to ‘mix any recipe, any time’ and fulfil orders on demand, thereby reducing inventory and risk.
Up to 4 batches per hour can be processed through one IBC Blender alone, providing the ability to supply multiple packing lines, which may be used in order to fill different consumer SKU types.

Beverage process flow layout
Get great product quality every time
Have you ever had to waste a batch of product because it went out of spec by becoming de-mixed? What did this cost you in terms of wasted product, the number of manufacturing steps and labour time?
In today’s food manufacturing sector, you need to be able to produce product right first time, every time. With deadlines so tight, if you have to re-start production then you run the risk of missing delivery deadlines.
To produce a quality product for your consumer, it is vital to handle each recipe batch with care. Recipes are typically a mix of different ingredients in varying proportions which have different particle sizes and varying densities. Because there is a mix of granular and fine particles these can start to move around and separate during the transfer procedures. The ‘fines’ can settle to the bottom leaving the bigger particles at the top (percolation), or they can be ‘blown’ upwards as air transfers up from the receiving vessel in exchange for receiving the powder (elutriation). A particular risk area for causing this is the process of emptying a fixed mixer. As the air is displaced by the powder, it carries the fines back up through the powder.
On the other hand, the Matcon IBC system is designed to prevent this segregation risk. In the first instance, product is blended within the container itself on an IBC Blender, which means that there is one less transfer required. When feeding to the packing line, the unique Cone Valve technology within each Matcon IBC creates mass-flow discharge, which protects the blend against segregation. Powder flows across the whole cross-sectional area of the container. All particles move downward at the same rate, with the product that entered the IBC first, being the first to be discharged – this is called ‘FIFO’ (first in, first out). By the nature of the way in which this flow occurs, it means the particles don’t move against each other, so each dose out of the container should be the correct combination.
This method ensures that you achieve a quality finished product in the final pack with each ‘dose/portion’ having just the right proportion of ingredients, giving you and your customer peace of mind that they are getting what it says on the label.
Don’t waste product down the drain
As well as having to ensure that you do not scrap batches, you need to ensure that the expensive, value-adding ingredients aren’t ‘lost’ during the manufacturing processes. Have you ever considered what you might be leaving behind in the fixed mixer? Although it might look as though most of the material has been emptied, often residue is left behind in the blender, clinging to the sidewalls, shaft, paddles and bearings, which is then subsequently washed away during cleaning. This is valuable product that costs money!
Another potential area of loss is if the batch is compromised in any way. Without good housekeeping practices and thorough cleaning, there could be a risk of cross-contamination from previous recipes. If this happens then there can be no option but to scrap the entire batch. At what cost?
By blending inside the IBC and then using a process that ensures full discharge, this residue build-up and risk of cross-contamination can be reduced to a bare minimum.
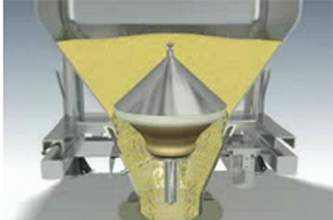
The Matcon Cone Valve Discharge Technology protects against product segregation, and prevents bridging and blocking
Don’t just take our word for it
We have supplied systems around the world, but of particular note in this region are Wetra Food Industries, Chek Hup and Boh Tea.
The Corporate Mission for Wetra is to ‘continuously improve and develop HALAL instant food & beverages to provide consumers with products of world class quality to meet total customer satisfaction’. With this in mind at the outset of the project, Mr Loh Tak Heng, MD of Wetra set the benchmark high – not only should the system installed provide excellent product quality, but it also needed to provide them with manufacturing flexibility with fast response times, at low levels of inventory or WIP, and dust containment for a cleaner environment and operator safety. They owe their success to innovation, and have been at the forefront of developing instant coffee with herbal additives. With the manufacturing flexibility provided by their new Matcon IBC facility, they are well positioned to take on new contracts & expand their business even further. If you would like to see the IBC system in action, go to our YouTube channel and see the Wetra Case Study https://www.youtube.com/watch?v=A11LyZUdrEU
Malaysia-based Chek Hup use Cone Valve technology for protecting their 3 in 1 coffee mix products and providing them with a controlled feed into their packing lines without the risk of segregation. A further benefit for the company is that IBC Blending avoids any contamination from outside and the closed nature of the system helps keep the factory environment clean.
The challenge for BOH Plantations, a market leading tea grower in Malaysia, was that an investment in their manufacturing process was required to achieve and maintain exemplary hygienic manufacturing and quality standards in the production of their 3-in-1 Instant Tea Mixes.
Their requirement was to have the ability to simultaneously produce multiple recipes, with quick changeovers and clean-downs, so they turned to Matcon to help. The solution was to install a flexible and future-proof powder handling system using Intermediate Bulk Containers (IBCs) to transport materials between the manufacturing steps. All of the different process steps are no longer coupled together, but are undertaken simultaneously; no more waiting for each other to be completed before moving to the next. Because product flows smoothly around the system and processes are continuously fed they are achieving good Overall Equipment Effectiveness (OEE) rates. In addition, the unique Cone Valve technology within each IBC protects against product segregation, and prevents bridging and blocking. In conjunction with the Matcon Discharge Station, all recipes are fed to down-stream processes in a controlled manner. This means that the refilling of the feed hopper is reliable and steady, keeping a uniform product bulk density in the infeed hopper, which helps to maintain both the accuracy and speed of the downstream equipment. With the Matcon IBC system, BOH Plantations have been able to achieve a fully flexible manufacturing facility, maximising their throughput with the minimum of equipment investment.
Good ROI
Some of the key benefits our customers have experienced include:
• Increased production time as downtime is reduced
• Elimination of campaign manufacturing
• Reduction in Inventory & WIP
• Short lead-times & make to order capabilities
• Removal of cross-contamination risks
ADIDAS




