
 iConnectHub
iConnectHub
 Login/Register
Login/Register Supplier Login
Supplier Login






















Welding materials and components demands accuracy and speed to ensure that the process achieve the desired results. In an era where materials can range from lightweight to heavy, special welding systems are required to do the job.
For instance, a key factor in lightweight design is the ability to form positive and permanent bonds between metallic and plastic surfaces. There is actually already a known laser method for this, particularly for fiber composite materials used in the aerospace and automotive industries. The method involves first structuring the metal surface with the laser, then bonding it with the heated plastic surface. Previously, the laser structuring was done in a scanning process that produces lines on the metallic surface.
As part of the HyBriLight project funded by Germany’s Federal Ministry of Education and Research (BMBF), specialists at Fraunhofer ILT developed a new process for structuring that uses an ultrashort pulse (USP) laser, which produces cone-like protrusions (CLP) on the metal. These randomly distributed micro-elevations increase the surface area five- to tenfold.
As a result, the bond is not only stronger, but also equal in all directions because, unlike with the scan lines, the surface now has an isotropic structure. The process has been tested in the lab and also works for injection molding with metallic inserts. This method was put on display with a large demonstrator (image) at K 2016.
Absorber-free laser transmission welding
When laser welding thermoplastics, one of the components is usually transparent, and an absorber material is added to the second part to enable it to better absorb the laser radiation. The laser then passes through the first component and melts the second, thus joining the two parts.
The additive can be omitted if a longer-wavelength laser is used. Then both components absorb the radiation and care must be taken to ensure selective melting while minimizing the size of the heat-affected zone (HAZ). The process required for this was developed at Fraunhofer ILT and involves rapidly (>1 m/s) and repeatedly guiding the laser beam along the welding contour while simultaneously discharging the heat above and below the parts being joined.
The method is expected to be of interest particularly in the field of medical engineering, where additives can pose a risk to biocompatibility. However, the method can also be used in other applications where absorbers are not permissible for reasons of appearance, cost or function.
A similar laser can also be used to seal multilayer films against external media. This is useful, for example, when processing lithium batteries or OLED displays, which contain materials that are very sensitive to oxygen or water vapor. For this reason, they are encapsulated in special high-barrier multilayer films.
Normally the film is adhesively bonded or heat-sealed around the perimeter of the components to be protected, creating a pocket that includes, for instance, the flexible organic LED. Now, with a special laser, it is possible to selectively melt just one layer of the film, making the production-ready sealing process even gentler for the packaged component.
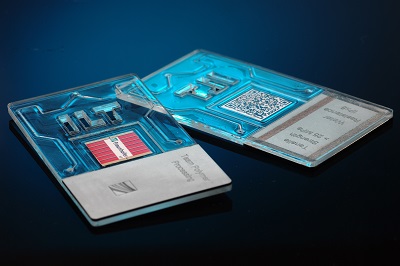
Acrylic glass demonstrator fabricated by laser welding, cutting, ablating as well as polymer-metal joining.
In addition to its suitability for electronics, this technology could also be of interest in the area of medical packaging that has to satisfy stricter requirements. Developed as part of a research project, this technology is currently still being refined. Future plans for it include encapsulation of flexible solar cells and use in roll-to-roll processing.
Wobbling technique bonds large components
LPKF presented its “Wobbling" technique also at K 2016. The technology enables the LPKF PowerWeld3D 8000 to join large components of up to 100 cm x 70 cm with welds of between one and five millimeter width. It can also handle height differences.
The LPKF PowerWeld 6600 has a modern design, advanced technical components and a new software environment. LPKF PowerWeld 6600, the leading stand-alone laser welding system features the company's new design and many improved components. Examples include the waiving of compressed air connections thanks to servo-clamping technology, a soft PLC helps raise flexibility and future viability while the modular design delivers a low-cost production unit offering high productivity.
Analysis of the setting path and welding time generates reliable data about weld quality. A working area of 100 x 70 x 40 cm³ means the system is ideally suited for large components - for example, interior lights and lamps for the automotive industry. The PowerWeld3D 8000 joins the LPKF-portfolio in the first half of 2017.
"In the automotive industry, more and more components are being manufactured with lightweight plastics. The PowerWeld3D 8000 by LPKF is a system with integrated melt travel monitoring and very short process times," according to LPKF CEO Lars Ederleh.
LPKF PowerWeld 6600 can weld large components
Wobbling is a process in which the laser beam moves with a small amplitude transverse to the weld path. Height differences that would otherwise lead to altered seam widths can be automatically compensated by adjusting the amplitude. In this quasi-simultaneous process, the weld is tracked several times over, creating homogeneous temperature distribution.
The software developers from Fürth, Germany have also come up with another innovation. The LPKF CAM software ProSeT 3D works autonomously to suggest welding paths based on CAD data. An integrated editor is used to make manual adjustments to waypoints and welding parameters. This system quickly produces welding processes from component layouts - in only minutes. The laser welding system runs LPKF WeldPro software. When in operator mode only that production data and those commands necessary for production are available, while developers have access to all process data and can even modify individual parameters.
Welding minus laser absorbing additives
Another company, Dukane Corporation, introduced a new laser welding system that allows clear-to-clear plastic welding without the need of any laser absorbing additives. This system incorporates a recently developed 2-micron laser with a greatly increased absorption by clear polymers and enables a highly controlled melting through the thickness of optically clear parts.
New beam delivery system integrates both a programmable multi-axes servo gantry and a scan head, supported by proprietary LaserLinQTM software, which harmonizes the action of both components moving the beam. This assures highly precise and controllable beam delivery when welding mid-size and large components.
LaserLinQTM also provides users with the ability to break complex weld patterns into separate geometric segments, modify each segment independently and assign different welding parameters to each segment. The CCTV camera integrated within the machine enables a live weld preview on the HMI screen and the ability to directly monitor and record welding cycles for further analysis. All laser enclosures are Class I CDRH certified and utilize laser-safe glass viewing windows.




