
 Login/Register
Login/Register Supplier Login
Supplier Login


























An injection molding machine (IMM) is a product of several engineering disciplines: mechanical, electrical, hydraulic, thermal, control, networking, energy saving, and of course injection molding. It can be used in a technical institution to teach these subjects. At Tat Ming, we have developed modules to help learn these subjects using a small IMM and optional equipment as laboratory equipment. Analyzing the data taken is itself a useful technique to learn too.
Tat Ming offers several small IMM models, from 8 tons to 23 tons of clamping force. The MA8 has a footprint of 2 m x 0.8 m and weighs 0.8 ton. The MB23 is bigger at 3 m x 1 m and weighs 1.6 tons. Both models are direct hydraulic clamped. A toggle-clamped 50-ton machine is also available.

Fig. 1. The MA23 injection molding machine
Injection molding
Before operating an injection molding machine, it is important to learn safety. The clamp and high temperatures are sources of danger. The clamp is protected by safety gates the opening of which is sensed by electrical, mechanical and hydraulic means. The operator is protected from the injected melt by a purge guard; from the hot barrel by barrel cover.
Estimating clamping force by projected area * 0.31 tons/cm2 is conservative and does not work well for thin-wall molding. Given a particular mold, one can find a more accurate factor than 0.31 by experiment.
Estimating cycle time is needed in costing a job. It can be estimated using vendor-provided data like plasticizing capacity, injection speed, mold closing and opening speeds, etc. When they are not provided, they can be calculated from pump flow rate, cylinder diameter, motor displacement. Failing that, they can be measured on the machine. The module shows you how.
Cooling time and holding pressure time vary with mold design, wall thickness and chilled water temperature. They could be measured using molds of different part thicknesses.
Color matching is often required. With an optional plaque mold that has different surface qualities, plaques could be made. Optionally, a masterbatch or pigment dosing unit could be ordered to make the plaques.
What is happening inside the mold determines parts quality. Injection curves in screw position and speed, and in injection pressure let us visualize the injection and holding pressure processes. They help us set the injection parameters that produce good parts.
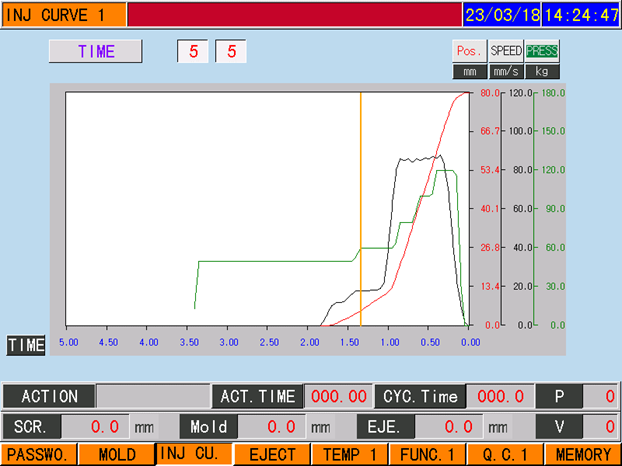
Fig. 2. Position, speed, pressure curves and the velocity-to-pressure transition line
Mechanical engineering
When topics studied in mechanical engineering have applications in an IMM, the equations become meaningful.
Screw barrel, hydraulic cylinders, pipes and hoses are thick-wall cylinders which could be analyzed by the thick-wall cylinder stress equations.
In the design of barrel and cylinder, Von Mises yield criterion allows the safety factor of the design to be determined.
The kinematics of the toggle clamp describes the motion of the moveable platen as a function of the angle of the last link. Using a digital angle gauge, this relationship could be verified on a toggle clamp machine.
The stiffness of a toggle clamp depends on the tiebar diameter and length. A stiffer clamp reduces the chance of flashing.
The stiffness of a direct hydraulic clamp works differently. It is much lower than that of a toggle clamp.
Tensile test and impact test of test bars are used to study the strength of different plastic materials. Molds are available to make these test bars.
Electrical engineering
The operator could study the electric circuit and identify the circuit elements like circuit breaker, motor starter, asynchronous motor, solid-state relay, the controller and its power supplies. The training is to learn trouble shooting.
Hydraulic engineering
The operator could study the hydraulic circuit. Hydraulic elements include oil tank, pump, hydraulic motor, cylinder, oil cooler, various types of valves and filters. The training includes raising the awareness of oil cleanliness.
Thermal engineering
In an IMM, the barrel has a water collar (see Fig. 3); the oil tank has an oil cooler. The mold can be considered as a heat exchanger. Water is used to cool down the barrel, the hydraulic oil and the mold respectively. The heat removed is given by the expression water flow rate * specific heat of water * temperature difference of the outlet and inlet. Flow meters and differential thermocouples are used to do measurements to determine the heat removed.
Heat loss by conduction to the water collar could be studied.
When it comes to sizing an oil cooler for the IMM, a chiller or a water tower for the mold, the heat removed from the mold is the determining criterion.
Barrel heat loss by convection and radiation could be studied, with and without barrel cover.
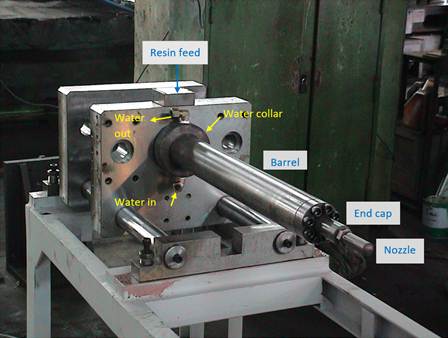
Fig. 3. The water collar on a barrel
Control engineering
PID (proportional, integral and derivative) control is an important topic in industrial control. In an IMM, it is used to control the temperature of each barrel zone, and in the clamp motion moving a massive mold. The purpose is to reach set temperature or set speed/position in the shortest possible time with little overshoot and vibration. This is done by setting the P, I and D parameters which affects the output of the PID controller.
The controller itself has auto-tuning algorithms for setting the PID parameters automatically. Fig. 4 shows an auto-tuned graph for zone 4 rising from 50°C to the 150°C set temperature. About 12 minutes was used. The operator can improve upon it by adjusting the parameters. In the process, the effects of the value of P, I and D are learned.
When the closed-loop pump version of the IMM is used, motion control PID could be studied. Unlike heater control, oscillation of the controlled variable is now possible.

Fig. 4. Getting from 50°C to 150°C (top graph) using the PID output in the bottom graph
Networking
Through RS-485 and Modbus, an IMM connects to a peripheral device like a hopper dryer or a digital power meter to integrate them into the machine. An optional hopper dryer or digital power meter are needed for this purpose.
Local area network (including Wi-Fi) and Internet make the IMM screens available to a Smartphone or sends the production data to a server. The purpose is remote diagnosis and MES (Manufacturing Execution System) respectively. Setting up the network requires knowledge of IP address, the function of a router, the concept of client-server, Internet, and VNC (Virtual Network Computing). VNC is freeware to be installed on a Smartphone. All of them could be learned when the IMM is installed with an optional network card and optionally a Wi-Fi USB.

Fig. 5. Network card and Wi-Fi USB allow the IMM screen to be read on a Smartphone
Energy saving
Through software and time measurement, the energy consumption of the barrel heaters could be calculated and displayed. It was found that the set temperature of the last barrel zone (5 in Fig. 6) next to the water collar is critical in determining the total heater energy consumed. Find an optimal set temperature that minimizes total energy consumed.
Different barrel covers have different insulation characteristics to reduce heat loss. The Heater Power screen allows their energy consumption to be measured to evaluate the designs.
Compare induction heating to resistive heating using an optional induction heater. Discover how heating technology saves energy.
Using the optional digital power meter, the power consumption of the motor and its power factor could be recorded for each cycle. The former is plotted in Fig. 7. By measuring the phase currents, the efficiency of the motor could be calculated. It was found that efficiency and power factor are low at low loads.
Do experiments to find out the optimal screw speed.
It is well-known that the energy saving of the motor occurs in low-speed motions like holding pressure stages. Energy consumption using high and low speeds could be compared to verify this claim.
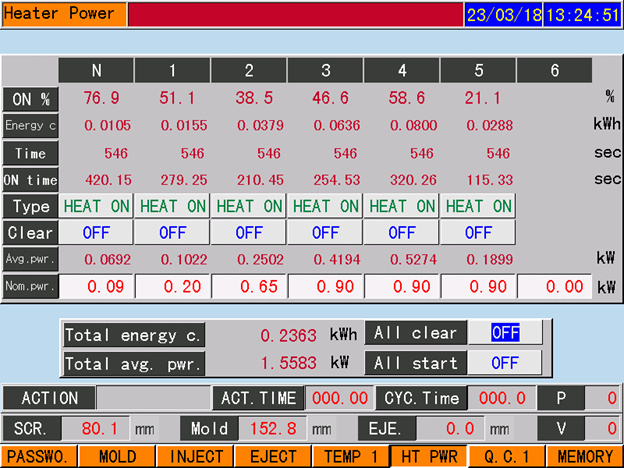
Fig. 6. The Heater power screen to record the heater energy consumed at the barrel
Data analysis
Data taken have to be analyzed and conclusions made. Presentation of data and statistics measures are done by plotting the data, fitting trend lines, taking average and standard deviation using Excel spreadsheet. See Fig. 7 which uses the data taken from the Motor energy screen. The number of significant figures is often misunderstood.
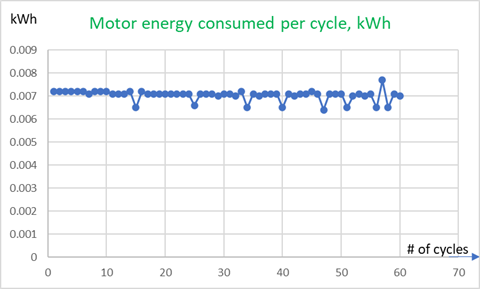
Fig. 7. Motor energy plotted by cycle
Conclusion
An IMM provides a platform to learn IMM operations and principles in multiple disciplines. The possibilities are only limited by the modules provided. Instructors could design their own modules. The platform can be used in research, e.g. to find out how the heater energy/total energy consumed is related to part wall-thickness. If your teaching involves any one of these disciplines, this platform is for you.
Tat Ming Technology Co., Ltd.
Unit 919, Tower A, Regent Centre, 63 Wo Yi Hop Road.,
Kwai Chung, Hong Kong.
Tel: 852 27904633 Fax: 852 27978774
- This is an advertorial by Tat Ming Technology Co., Ltd.