
 Login/Register
Login/Register Supplier Login
Supplier Login


























Numerous industries including food and dairy, produce significant amounts of dust and particulate emissions when handling materials. Automating dust collection monitoring optimizes filtration, ensures environmental compliance, reduces costly maintenance, and avoids costly unplanned downtime.
The dust collector monitoring and control solution from Emerson integrates seamlessly with existing factory automation systems to help extend the life of dust collector equipment and improve overall operational efficiency.
Dust collectors are designed to capture potentially harmful airborne particles and fumes, which are critical to protecting people and the environment, ensuring reliable equipment operation, and maintaining environmental compliance. They come in a variety of sizes, but they all have built-in filters, so they must be monitored for performance, cleaned regularly with compressed air, and replaced in case of failure or at the end of their useful life.
Intelligent monitoring and control can significantly reduce maintenance costs and total cost of ownership. Smart filter cleaning minimizes energy costs and compressed air consumption. Detecting and identifying faulty filters can help avoid regulatory penalties. In addition, extending filter life by one year can save up to USD18,000. Dust filters and pulse solenoid valves play a vital role in many manufacturing and production operations, so preventing downtime and compressed air leaks can result in thousands of dollars in cost savings per hour.
Recognizing this need in multiple industries, Emerson offers a range of essential components for high-performance dust collectors, including mechanical and automation products such as ASCO™ pulse valves, pilot valve boxes, and gas tanks; pressure and dust concentration sensors; sequencer controllers; AVENTICS™ Air Flow Sensors; Movicon™ HMI/SCADA visualization interface; and PACSystems™ PLC, I/O, and edge analytics.
"With this world-leading, easy-to-implement solution, we aim to help end users operate more efficiently and gain valuable insights to reduce reactive maintenance, reduce the risk of downtime, minimize energy consumption and extend equipment life," said Samuele Oliva, market manager for dust collectors and alternative energy products at Emerson's Discrete Automation business. At the same time, the knowledge gap is addressed by providing operations staff with easily accessible information.
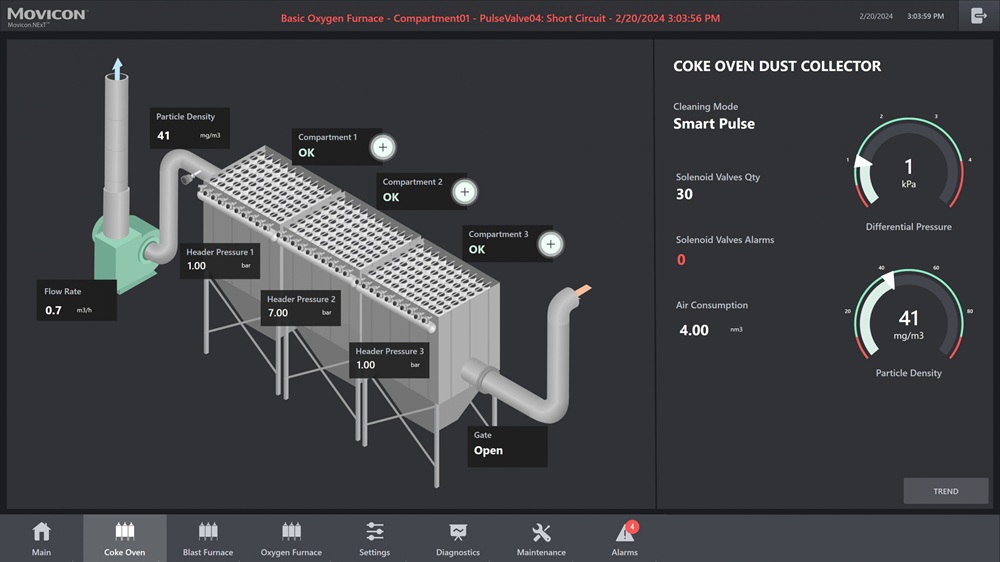
Dashboard of Emerson's Movicon.NExT HMI/SCADA system showing coke oven dust
Emerson's standard dust collector monitoring and control solution combines the following proven products and features:
- Optimized pulse valve control, including automatic cleaning cycles for multiple filter lines.
- Movicon.NExT SCADA enables remote monitoring, alerting, reporting, and integration with existing systems.
- PACSystems PLC controls with built-in algorithms and Enwochi solenoid valves efficiently clean multiple filter lines.
- QuickPanel+ HMI provides real-time diagnosis and early warning of fault detection.
- Scalable licensing based on the number of pulse valves (up to 500).
- ASCO P152 dust concentration sensor capable of detecting low dust levels and filter issues.
- Differential pressure monitoring with Rosemount™ pressure sensors for 4-20 mA compatibility.
- Compressed air, pressure, temperature, dust levels, and energy monitoring, as well as predictive maintenance capabilities.
By leveraging advanced algorithms and predictive diagnostics to optimize the use of pulse valves, Emerson's dust collector monitoring and control solutions extend valve and bag life, reduce compressed air waste, and protect collector equipment while avoiding costly maintenance and downtime.