
 Login/Register
Login/Register Supplier Login
Supplier Login


























The wobble method is taking the automotive industry by storm. No wonder: laser stir welding offers all the advantages of remote welding, plus it bridges gaps between the surfaces being joined. And with no need for welding wire, it cuts down on costs and above all weight.
The automotive industry is slimming down. The trim Golf VII epitomises this new trend for leanness, proudly weighing in at a whole 100kg less than its predecessor. While Volkswagen has cut back excess weight in all parts of the vehicle, the title of “biggest loser” goes to the car body for successfully shedding 37 kilograms on its diet. At 245 kilograms, the vehicle body is now 8.6 percent lighter than before, a drop in weight made possible thanks to new materials and manufacturing processes. VW engineers favoured lightweight components made of ultra-high strength steels, combined with laser processing – including a totally new method that uses the wobble method, also known as laser stir welding.
Larger melt pool, lower weight
Remote laser welding is well established as the automotive industry’s number one choice for joining processes. Since the laser welds spots and seams of differing geometries quickly, precisely and flexibly, flanges can be smaller, which reduces weight. But remote laser welding has always had one drawback: it cannot weld across gaps in butt joint seams as there is no way of adding filler material.
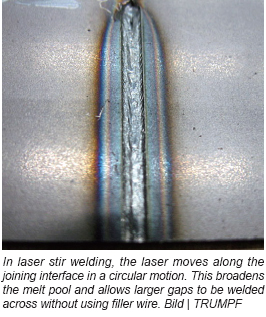
The new wobble method overcomes this problem, in that the laser beam doesn’t just move along the gap in a straight line, it oscillates from side to side. Moving the beam in a spiral motion melts material to the left and right of the gap and broadens the melt pool. The liquid metal replaces additional filler materials like welding wire and bridges even larger gaps. This gives developers more design freedom and helps to reduce weight. And eliminating the need for additional material saves time, too.
Small lens, big effect
One of the technical requirements for laser stir welding is having 3D scanner optics such as TRUMF’s second generation PFO 3D. The wobble remote welding process can be programmed via the focusing optics. Two internal mirrors position the laser beam along the X and Y axes.
A moveable lens located between the collimator and the first scanner mirror also focuses the beam along the Z axis, providing even more freedom of movement. This flexibility allows wobble geometries to be executed on any part of the component, even on angled sections, as the small lens can position the focal point in three dimensions wherever it’s needed. The new remote method is being well received by the automotive industry – hardly surprising, as it is fast, precise, saves on filler material and yet still requires less preparation of the seams.
On the test bench
TRUMPF has investigated the conditions under which the new process works best. Engineers used the second generation PFO 3D and the TruDisk 8002 solid-state laser to test the influence of various parameters on the weldability of butt joints using laser stir welding.
They welded sheets with thicknesses of one, one and a half and two millimetres using a laser with a wavelength of 1.03 micrometers and a beam quality of 8mm*mrad, and observed the effects that different wobble geometries and feed speeds had on overall ability to bridge the gap. For the tests the laser beam followed a spiral-shaped path, or wobble contour, made up of a series of circles overlapping each other by 50 percent and with a diameter of four, five and six times the width of the gap.
Evaluation criterion: undercut
The test setup involved laChuck Taylor All Star